Самодельная стальная рабочая лодка
Самодельная стальная рабочая лодка
Металл как строительный материал для постройки маломерных судов получил
признание только в первой трети XX столетия.
В настоящее время, благодаря возможности качественной сварки тонколистовой
стали (толщиной менее 2 мм) большое количество маломерных судов и лодок строится
из этого материала. Подобный материал для корпуса целесообразен в том случае,
если лодку предполагается использовать в тяжелых условиях эксплуатации, когда
необходима надежность, а также важна низкая стоимость постройки и
эксплуатации.
В настоящее время, учитывая сложившиеся условия ценообразования, в российских
условиях стоимость постройки лодки из стали будет дешевле, нежели из пластика,
легкого сплава и возможно дерева.
Корпуса лодки из стали несколько легче, чем из армоцемента, но тяжелее
деревянных, стеклопластиковых и легкосплавных. Так, например, в сравнении с
корпусами из легкого сплава стальной корпус тяжелее примерно на 35-40%, но при
этом стоимость стального корпуса составит 20-25% от стоимости корпуса из легкого
сплава.
Кроме низкой стоимости, важным аргументом в пользу стального корпуса
является его высокая ремонтопригодность. Ремонт может быть произведен в любом
пункте берегового базирования, и не требует применения специального
оборудования, необходимого для сварки легких сплавов и подготовки персонала по
его использованию. Пластические деформации, полученные в ходе эксплуатации,
сравнительно легко устраняются путем правки с нагревом или вырезки
деформированного участка конструкции и последующей вварки новой части.
В качестве материала для постройки рабочей лодки,шлюпки
вполне подходит обыкновенная низколегированная судостроительная сталь,
которая для защиты от коррозии предварительно должна быть подвергнута тщательной
пескоструйной (дробеструйной) обработкой листов металла.
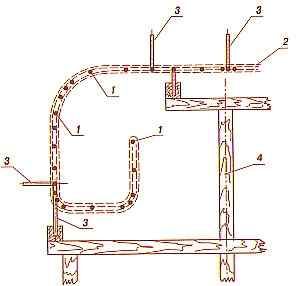
Рассмотрим вариант процесс постройки самодельной стальной рабочей лодки вверх килем, как наиболее удобный для постройки в необорудованных
условиях и предпочтительный, учитывая конструкцию лодки.
Учитывая размеры и предназначение лодки, выбираем вариант корпу са с
поперечным набором. Процесс постройки разбивается на нескольк этапов.
- Изготовления киля из П-образного швеллера;
- Изготовления шпангоутных рам из бульбового или углового профиля,
- Изготовление носового и кормового транцев;
- Изготовление обшивки внутренних стенок бортовых секций, относящихся к
кокпиту, которые желательно для снижения числа швов герметичности корпуса
каждой их них из одного листа металла, путе применения гибки на оправках под
углом в 90°. При этом для упрощения изготовления возможно использования в
качестве оправки эле мента конструкции набора, выполняющего роль продольной
балки. - Сборка киля и шпангоутных рам на горизонтальной площадке;
- Изготовление и установка продольных и скуловых балок на набор состоящий из
киля и шпангоутных рам; - Монтаж обшивки шлюпки, включая бортовые секции с элементами продольного
набора; - Сварка элементов набора и обшивки.
Как уже сказано выше, необходимо стараться минимизировать число сварных швов,
широко применяя гибку. Этому способствует конструкция лодки, имеющая простые
обводы.
При сборке элементов конструкции корпуса, учитывая небольшую (не более 1,5
мм) толщину листов и неизбежную при применении в качестве креплений сварных
прихваток листов обшивки и элементов набора тепловых деформаций, целесообразно
использование вместо них клеевых соединений. Современные клеи позволяют
соединять разнородные материалы, хорошо держат металлические элементы, удобны в
применении. При этом листы обшивки должны иметь запас на припуск при стыковке и
подгонке по месту, также это снизит объем деформаций при сварке.
Необходимо отметить, что благодаря конструкции лодки, имеющей незамкнутые
бортовые отсеки, сварка большинства швов, включая внутренние сварные швы, не
составит проблемы. Проверка качества сварных швов на герметичность в обычных
условиях наиболее удобна с помощью мелового раствора, наносимого на поверхность
шва по его длине с одной стороны и смачивания шва с другой стороны керосином,
обладающего хорошим проникновением через неплотности (щели, непровары) и
показывающего дефекты разводами на меловом растворе.