Изготовление бензобака мотоцикла с нуля с вогнутым дном
С чистого листа.
Изготовление гнутого бензобака (с вогнутым дном) может занять немного больше времени чем изготовление плоскодонного бака, но зато для его изготовления не потребуется выпиливать деревянный макет. Начинаем работу как всегда с вырезания картонного шаблона боковины бака, но перед этип крепим прямоугольный лист к трубе рамы и рисуем форму боковины, соответствующую длине рамы и силуэт, подходящий дизайну вашего мотоцикла.

бак мотоцикла с вогнутым дном.
Учтите так же на сколько градусов поворачивается руль с траверсами, что бы убедиться, что они при повороте не упрутся в изготовленный бак. На большинстве мотоциклов с нормальным углом поворота и широкими траверсами, расстояние между рулевой колонкой и передней частью бака равно примерно 60 — 80 мм.
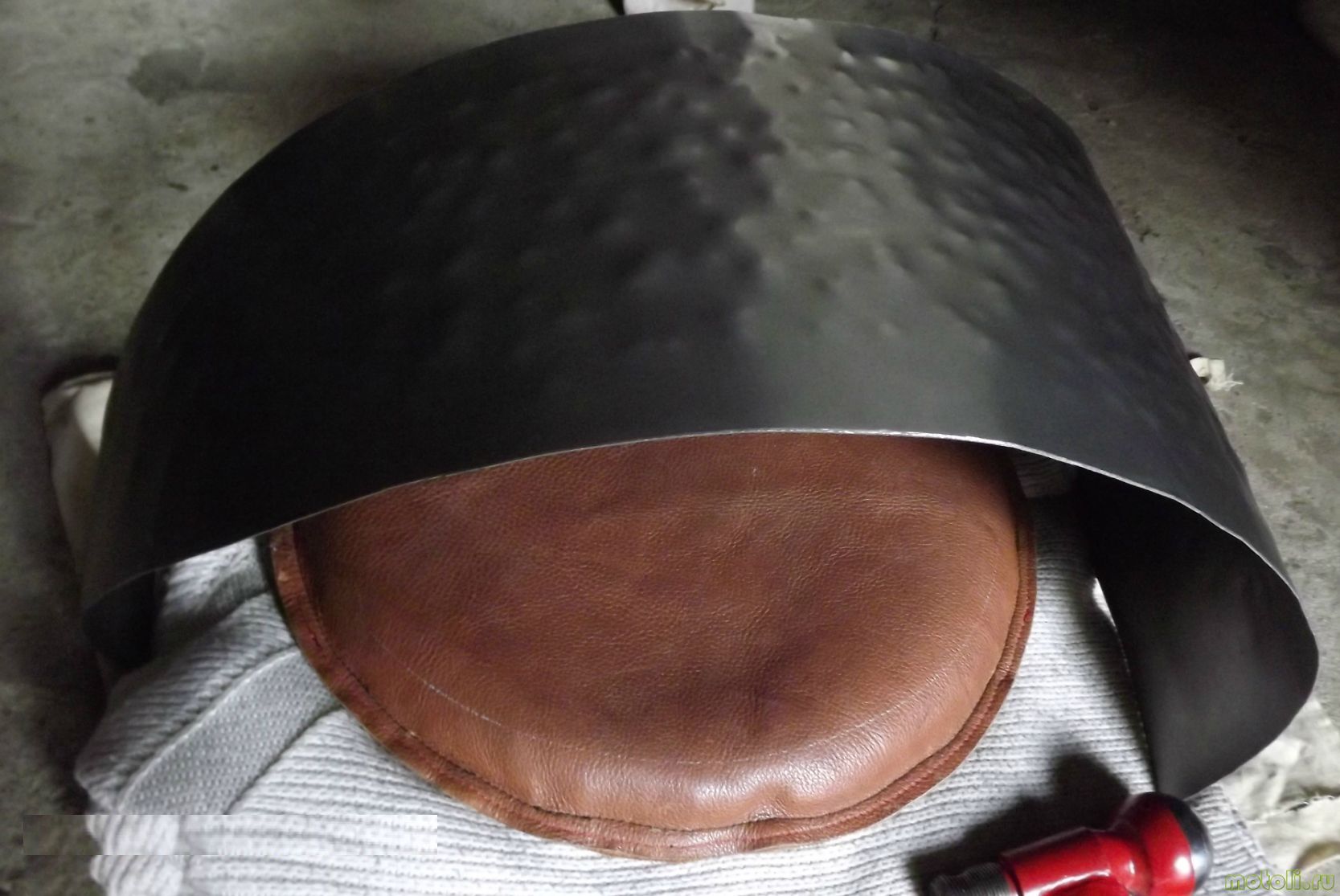
Нарисовав на картоне понравившийся силуэт боковины бака, вырезаем картонный шаблон и приложив его к раме мотоцикла, удостоверяемся в правильности длинны и формы, по необходимости коректируем маркером и подрезаем ножницами лишнее. Теперь переносим его на металический лист, толщиной 1 мм, обрисовываем и вырезаем две боковинки. Сложив их вместе и зажав струбцинами, шлифуем заусенцы и одновременно добиваемся полной одинаковости боковинок. Далее берём одну из боковинок, ложим на кожанную подушку и начинаем придавать выпуклость боковинке, с попощью молотка с сферическим полированным бойком (для более глубокой выпуклости нужен специальный молоток). Как я уже говорил(при изготовлении плоскодонного бака) двигаемся по спирали, от краёв к центру. Добиваемся равномерной выпуклости по всей плоскости, но в середине естественно больше, чем на краях. При ударах, металический лист начнёт загибаться во внутрь, периодически выравниваем его и продолжаем отбивку.

При достижении необходимой выпуклости (примерно 30 — 40 мм), откладываем боковинку в сторону и принимаемся за вторую. Отбивая вторую боковинку, постоянно сверяем её выпуклость с первой и достигнув примерно одинакого профиля, складываем их вогнутыми сторонами вместе — сверяем симметричность обоих деталей. Достигнув одинаковой выпуклости и одинаковой дуги загиба, переходим к первичному выравниванию шишек на деталях. Для этого, перевернув их выпуклой стороной ложим на плоскую полированную наковальню, проходим вогнутую сторону ударами пластиковой киянки с сферическим бойком, при ударах как бы разглаживаем неровности. Эта операция поможет сделать прокатку на английском колесе более быстрой и лёгкой.
Следующей операцией будет загиб обстукиванием кромок деталей на выпуклой круглой наковальне. Работаем плоской лопаткой или молотком с плоским полированным бойком, нанося удары по кромке боковины и двигаясь по периметру. Обстучав и загнув кромку на необходимый радиус на одной боковине, переходим ко второй и обстукивая вторую, постоянно сверяем спервой. Как я говорил в первой статье(бак с плоским дном), вся работа по загибу кромки по периметру прошла бы намного быстрей при наличии шринкеля и зиговочной машинки. Но при отсутствии этих приспособлений, можно добиться приемлемого результата и с помощью молотка. По крайней мере бак, изготовленный мной на верхнем фото был изготовлен без шринкеля и зиг машины. Поэтому у кого нет этих приспособ, не берите в голову, можно первое время обходится без них, просто на изготовление бака уйдёт немного больше времени, зато вы приобретёте бесценный опыт ручной работы.
Обстучав обе боковинки на плоской наковальне и загнув необходимую кромку по периметру, можно начинать прокатку боковинок на английском колесе. Некоторые могут задаться вопросом, а какая должна быть эта необходимая кромка и какой радиус загиба. На это вы ответите сами, когда изготовите верхнюю часть бака и попытаетесь состыковать кромки боковинок и кромку верха бака. Здесь сразу будет видна несостыковка радиусов, а как я говорил в первой статье, радиусы кромок всех деталей должны быть одинаковыми, и листы(кромки) обоих деталей должны быть в одной плоскости(заподлицо). Боковина бака должна плавно переходить в верхнюю часть, без ступеньки или волны. Только в этом случае можно добиться правильного сварочного шва и после зачистки его, шпаклёвка будет не нужна.

Прокатав обе боковинки между роликами английского колеса и добившись гладкой полированной поверхности, переходим к изготовлению верхней части бака. Для этого нужно закрепить обе боковинки строго вертикально(проверяем на столе угольником) с помощью 4 струбцин и двух металических полосок, вырезанных из листового металла двойки, длинна которых зависит от ширины вашего будущего бака, а ширина примерно 25 — 30 мм.. Одна полоска держит боковины спереди, а другая сзади.
Устанавливаем закреплённые вертикально боковинки на стол и взяв бумажный лист (не картонный), накладываем его сверху на кромку боковинок и начинаем снимать слепок. Это легче сделать чуть завернув бумажный лист вокруг пластин и хорошенько натянув его, зажать к пластинам прищепками. Далее с помощью карандаша или просто грязных пальцев, штрихуем( трём пальцами) по бумаге, там где проходит верхняя кромка металических боковинок. Постепенно на бумаге появляется контур верхней части бака.
Сняв с боковинок бумажный отпечаток, вырезаем контур будущей верхней части бака ножницами и сложив его строго пополам, проверяем симметрию правой и левой стороны. Если контуры сторон немного не сходятся, то коректируем их, добиваясь полной симметричности сторон. Теперь как обычно переносим бумагу на металический миллиметровый лист и обрисовываем маркером контур, затем вырезаем и зачищаем мелким напильником заусенцы. Остаётся придать верхней части бака необходимую выпуклость, также как и боковинкам, и добиться одинакового радиуса загиба кромок, для правильной и красивой стыковки деталей. Обстукиваем выпуклым молотком верхнюю деталь бака и придаем ей выпуклость чуть чуть меньшую, чем у боковинок.

Дальнейшей операцией будет обстукивание и подравнивание шишек на плоской наковальне и прокатка на английском колесе, тоесть повторяем те же операции, что мы проделали с боковинками. Прокатав верхнюю часть бака и добившись идеально гладкой поверхности, примеряем её к зафиксированным пластинами боковинкам и проверяем плавный переход выпуклости верхней части с выпуклостью боковинок, особенно в районе стыковочных кромок, где будут свариваться детали. Если какая то кромка выступает больше чем соседняя, то загибаем её обстукиванием на полугруглой выпуклой наковальне.



обе боковинки и верхняя часть сварены вместе.
Теперь необходимо сварить боковинки бака и верхнюю деталь вместе. Ложим верхнюю часть на бок и сверху накладываем одну из боковинок, а чтобы она не проваливалась, подкладываем тонкую металическую линейку. Можно воспользоваться приспособлением для зажима деталей с зазором 1 мм (см. фото). Прихватываем детали сваркой по периметру, следя чтобы оба листа( и боковины и верхней части), лежали при прихватке в одной плоскости. С приспособлением изображённом на фото, этого добиться легко, но если его нет, то при прехватке подравниваем кромки вставленным в зазор тонким ножом.


изготовив дно, подгоняем его к боковинам бака.
Прихватив сваркой одну боковинку, прикладываем и прихватываем вторую, а затем полностью овариваем детали и шлифуем швы( см. фото). Затем вырезаем коронкой отверстие под горловину, в понравившемся месте, вставляем плотно горловину в отверстие и обвариваем изнутри. Половина бака сделана. Изготовление дна начинаем с знакомой операции — снимаем с половины сделанного бака бумажный слепок будущего дна. Для этого переварачиваем деталь и приложив к нижним кромкам боковинок бумажный лист, снимаем слепок. Вырезаем бумажный шаблон, переносим на металл и вырезаем дно.

Передок дна необходимо сделать немного выпуклым, для правильной стыковки с выпуклым передком верхней части бака. Добиваемся этого опять же с помощью сферического молотка и английского колеса. Так же необходимо будет обстучать кромки дна бака на полукруглой наковальне, для загиба радиусов кромок и плавного перехода дна к кромкам боковинок. Остаётся прихватить дно сваркой по периметру, следя за прихваткой кромок на одном уровне, а затем полностью обварить и зашлифовать швы.
В этой модели бака, дно и тунель делаются из разных кусков металла и затем свариваются вместе, поэтому гибка под 90 градусов не нужна, естественно не нужен листогиб. Необходимо только выгнуть тунель в форме буквы U из листа металла немного длиннее чем бак и с запасом по ширине. Для этого вырезаем в баке место под будущий тунель и вставив в вырез(в самой широкой части) кусок картона, согнутого буквой U, определяем ширину листа металла для тунеля, по этому куску картона и чуть с запасом. Далее сгибаем на 60 трубе будущий тунель и согнув вставляем его в вырез в баке. Теперь нам становится сразу видно какой металл тунеля лишний и его необходимо удалить.Обрисовываем маркером контур какой надо удалить, обрезаем его и вставляем на место в бак. Но перед этим высверливаем отверстия под бобышки крепления и под футорку для бензокраника, а затем вставляем и обвариваем эти делальки. Удалив стружку от сверления, теперь можно вставить готовый тунель в бак, прихватить по периметру и окончательно обварить и зашлифовать швы. Далее проводим проверку на герметичность, подробно описанную в статье с плоскодонным баком.
Необходимо учесть, что вариант крепления бака вворачиванием винтов в бобышки один из нескольких. Есть ещё более лучшие(мягкие) варианты с резиновыми сайлентблоками( например как на Явах) — это позволяет устранить вспенивание топлива от вибрации двигателя. Я же описал основы (азы), и у вас с опытом естественно возникнут более лучшие варианты и по креплениям и по дизайну бака и по последовательности операций его изготовления, удачи всем и творческих успехов!
Автор: Олег Суворов
Источник: suvorov-castom.ru








