Притирка клапанов
Для притирки клапаны вынимают, предварительно сняв с двигателя головку цилиндра (у нижнеклапанного двигателя снимают головку и цилиндр). Для снятия пружин клапанов применяют универсальный съемник (рис. 49, а) или съемник для верхнеклапанного двигателя М-62 (рис. 49, б). Чтобы не допустить ошибки при сборке, надо обращать внимание на обозначения, имеющиеся на головке клапана. Впускной клапан, установленный на место выпускного клапана, во время работы быстро обгорает.рис. 50
С клапана и участков, прилегающих к его седлу, нагар удаляют скребками. Эту операцию надо производить с большой осторожностью, чтобы случайно не сделать риски на рабочих фасках клапана и седла.
Встречаются два вида повреждений рабочих фасок клапанов и седел:
1) небольшие раковины и налет нагара, не изменяющие конусной формы фасок (рис. 50, в);
2) глубокие раковины и нагар, образование ступенчатой фаски на конусной поверхности клапана, закругление конусной фаски седла (рис. 50, б).
При повреждении первого вида клапан достаточно притереть. В случае повреждений второго вида перед притиркой рабочую фаску клапана надо проточить на токарном станке или прошлифовать, а гнездо, обработать конусной шарошкой. При притирке клапана с такими повреждениями без предварительного шлифования происходит нежелательное углубление гнезда.рис. 51
У двигателей, клапаны которых многократно притирались, рабочие фаски седел могут иметь правильную форму, но ширина их при этом значительно увеличивается. Нормальная рабочая ширина фаски составляет 1—1,5 Мм. С увеличением ширины фаски клапан обгорает быстрее ^вследствие того, что уменьшается создаваемое пружиной давление клапана на седло. Нормальное давление клапана 2, перемещающегося в направляющей втулке 1, восстанавливают уменьшением ширины фаски седла до требуемой величины с помощью конусных шарошек с углами 45°, 75е и 15°.
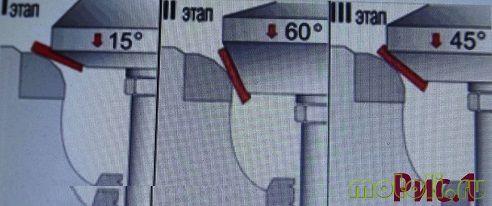
На рис. 51, а показано увеличившееся в ширину гнездо до обработки его шарошкой. Обработку гнезда 3 начинают конусной шарошкой 4 с углом, равным углу фаски (45° или 30°), которой снимают металл с поверхности рабочей фаски 7 (рис. 51, б); затем срезают верхний пояс гнезда шарошкой 5 с углом 75° (рис. 51, в), после чего шарошкой 6 с углом 15° снимают фаску в нижней части гнезда (рис. 51, г). Этим обеспечивают ширину рабочей фаски 1—1,5 мм (рис. 51, д).
Клапаны притирают с помощью специальной притирочной дрели, при вращении которой клапан автоматически повертывается то в одну, то другую сторону. Можно также пользоваться обычной ручной дрелью, коловорот"ом или отверткой.
Для притирки под клапан устанавливают слабую пружину / (см. рис. 50, в) из дроволоки диаметром 1 мм. На рабочую поверхность клапана для грубой притирки наносят слой пасты из карборундового или наждачного порошка, смешанного с автотракторным маслом и керосином. Клапан поворачивают по часовой стрелке примерно на 120° и против часовой стрелки на 90° дрелью или другим из указанных выше инструментов, слегка нажимая на него. При перемене направления вращения клапана его слегка приподнимают. При притирке ручку дрели следует время от времени повертывать на полный оборот, приподнимая клапан. При этом вследствие некратного отношения чисел зубьев шестерен положение клапана в гнезде будет меняться. Во время притирки пасту, потерявшую абразивные свойства, удаляют и на притираемые поверхности наносят слой свежей пасты. Поверхности притирают до исчезновения всех раковин. После этого клапан и гнездо обтирают концами и притирают с пастой из более мелкого порошка до приобретения рабочими поверхностями равномерного матового серого цвета. По окончании притирки с пастой клапан таким же способом желательно отполировать, применяя пасту ГОИ или масло, разведенное керосином.
Для предварительной проверки качества притирки на рабочих поверхностях клапана и седла проводят мягким карандашом поперечные черточки. Если клапан притерт хорошо, то от одного поворота его на небольшой угол с легким нажимом все черточки на рабочих фасках должны стереться. Если после длительной притирки черточки стираются не по всей окружности гнезда, то это означает, что направляющая втулка клапана перекошена (рис. 50, д). Наличие нестертых черточек на клапане указывает на неперпендикулярность стержня клапана к его головке (рис. 50, г). В первом случае гнездо обрабатывают шарошкой, а во втором — заменяют клапан. Если запасного клапана нет, то искривленный клапан выпрямляют и шлифуют. В обоих слу- чаях клапаны следует вновь притереть.
После притирки смывают керосином остатки пасты с седла и направляющей втулки клапана. Поверхности должны быть промыты тщательно, так как при наличии даже очень маленьких посторонних частиц на притертых поверхностях нельзя проверить герметичность клапана. Чистый со смазанным стержнем клапан устанавливают на место, сжимают съемником клапанные пружины и вставляют запорные сухарики.
Для проверки герметичности клапана, собранного с пружинами, на клапан или под него наливают немного керосина. Хорошо притертый клапан в течение 15 мин не должен пропускать керосина.