Изготовление бензобака более сложной формы, для чоппера
После публикации двух статей, по изготовлению бензобака с плоским дном и с вогнутым дном, которые можно почитать вот здесь и вот тут, ко мне на электронную почту начали приходить письма, с просьбой рассказать об изготовлении бака для чоппера более сложной формы. И хотя, как я уже говорил в первых статьях, если сделать своими руками несколько простых бензобаков, то появится определённый опыт, и только после этого можно будет сделать своими руками бак более сложной формы. Поэтому начинающим кастомайзерам, всё же посоветую начать с самого простого бака, и только потом браться за изделия более сложной формы. Тем не менее, в этой статье, я удовлетворю просьбы читателей сайта, и мы познакомимся с изготовлением бака чуть более сложного в изготовлении, так как он состоит из 10 отдельных фрагментов, каждому из которых придётся придать определённую форму. И так, поехали.
Верхняя часть бака.
Для начала начинаем свой проект как и положено на любом заводе — с чистого листа бумаги, и рисуем на нём контуры главной верхней части бака, учитывая при этом длину от рулевой колонки, до седла вашего мотоцикла.
При этом следует немного отступить (40 — 50 мм) от рулевой колонки, чтобы впоследствии траверсы вилки, не упирались в готовый бак. Для этого нарисовав контур верхней части на бумаге или картоне, вырезаем его и уже приложив на раму и немного согнув вырезанный картон в дугу, смотрим, не упираются ли траверсы в картон при повороте руля до конца.
При примерке, учитываем и ширину бака (если надо, то подрезаем лишнее), относительно всего мотоцикла, ведь если к примеру у вас довольно широкое заднее колесо, то и ширину бака можно сделать чуть побольше. Хотя, как говорится — на вкус и цвет и кому как. Форму бака, от которой зависит дизайн всего чоппера, можно придумать самой причудливой формы, и именно этим и интересен такой вид искусства как кастомайзинг. Определившись с длиной и шириной, можно переносить размеры на листовой металл.
После вырезания, кромки листа нужно обязательно обработать шлифовальным кругом или напильником, чтобы убрать заусенцы. Это предотвратит от порезов ваши перчатки и руки, а так же не позволит исцарапать кожаную подушку для выколотки.
Лист я использую толщиной 1 мм, так как при дальнейшем вытягивании (выколотке и прокатке) он становится немного тоньше, примерно 0,8 мм, и это самое то. По крайней мере заводские бензобаки многих мотоциклов, имеют толщину стенок 0,8 мм, а некоторые немного тоньше.
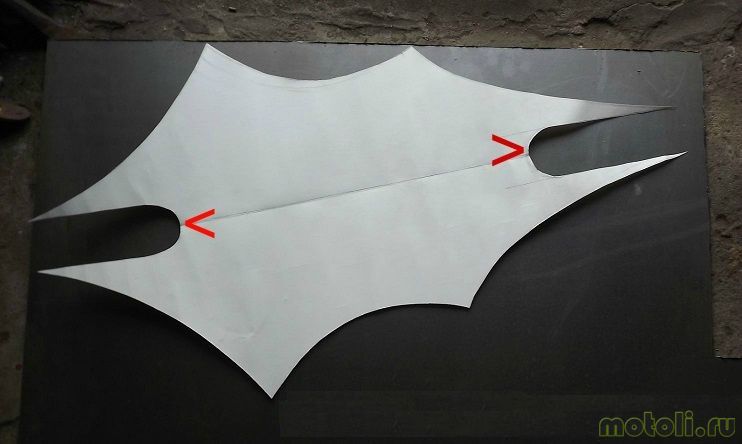
Когда будете вырезать из металла контур верхней части бака, вырезы под верхнюю толстую трубу рамы, указанные на фото выше красными стрелками, пока не вырезайте, так как вырезав их, новичкам будет сложнее работать. То есть при придании выпуклости верхней части бака, эти вырезы будут искажать форму и постоянно искривляться.

А новичкам советую сначала выколотить выпуклость, прокатать её, а уже потом вырезать вырезы под трубу рамы, так будет легче работать.

Какой инструмент необходим для придания выпуклости я уже писал (ссылки в верху текста), поэтому нет смысла повторяться. Уложив лист на дубовый пенёк с углублением, или на кожаную подушку, наполненную дробью или песком, наносим удары сферическим молотком, постоянно выпрямляя лист руками, так как от ударов он постоянно скручивается.
Периодически переворачиваем лист с шишками, и проверяем, чтобы начавшая появляться выпуклость, была одинаковой (симметричной) как с права, так и слева. Учитываем и то, что в середине выпуклость должна быть больше чем на краях, значит чтобы добиться этого, большее количество ударов наносим в середине, а на краях меньше.

Ещё до прокатки листа на английском колесе, хорошо видно, где лист более выпуклый, а где менее выпуклый, и естественно наносим ещё несколько ударов в менее выпуклые места, что бы в итоге подогнать их к более выпуклым местам и достичь одинаковости правой и левой части (симметричности).
Когда уже выколотка металла (верхней части) подходит к концу, то есть выпуклость доходит до 50 — 60 мм, на этом этапе уже стараемся при выравнивании листа (от постоянного скручивания) добиться общего радиуса закругления верхней части бака, при виде с боку (примерно как на фотографиях ниже).
Но здесь тоже дело вкуса — кому то нравится более горбатый бак, а кому то более прямой. Так же форма загиба верхней части бака зависит и от конфигурации рамы. Если у вас подбаковая труба рамы прямая, то значит и бак придётся делать не сильно горбатый. А если подбаковая труба имеет форму дуги, то и бак соответственно можно сделать более горбатым (при виде с боку).

Перед прокаткой нужно приложить нижний ролик английского колеса с внутренней стороны к верхней части и убедиться, что он подходит своим профилем. И лучше взять ролик с большей выпуклостью (меньшим радиусом), чем лист металла, а не с меньшей.
Прокатав верхнюю часть бака и добившись идеально гладкой поверхности, проверьте ещё раз, всё ли ровно, так как сейчас, когда поверхность идеально гладкая, уже очень хорошо видна возможная несимметричность выпуклости правой и левой части. Если к примеру правая сторона менее выпуклая чем левая, то не поленитесь ещё раз пройтись сферическим молотком по правой стороне, чтобы сделать и правую и левую части симметричными.


Большое преимущество верхней части такого бака в том, что её кромки, которые стыкуются с боковинами, имеют довольно острый угол стыковки, и кромки нет необходимости закруглять с помощью шринкера или зигмашины. Только лишь верхние кромки боковинок бака будут немного закругляться на наковаленке, но об этом ниже.
Боковые стенки бензобака (боковинки).
Закончив с верхней частью бака, переходим к изготовлению боковин, которых потребуется сделать 6 штук. То есть нужно будет изготовить 3 пары боковин, и каждая пара имеет разную форму. И два фрагмента каждой пары, нужно сделать как бы в зеркальном отражении (см фото ниже.)

Точно так же делаем и бумажную боковинку на другой стороне и добиваемся, чтобы оба бумажных шаблона имели одинаковые размеры (сложив их вместе), как бы зеркальное отражение. Иногда для этого приходится чуть чуть подгибать кромку одной стороны верхней части, чтобы добиться полной одинаковости пока бумажных боковинок (шаблонов).
Добившись одинаковости бумажных шаблонов боковинок, переносим их на металлический лист, обводим маркером, вырезаем и зачищаем заусенцы. Лучше вырезать боковинки из металла немного больше (на пару мм), чем бумажный шаблон, ведь потом примерив фрагмент к верхней части бака, лишний металл всегда можно отрезать.


Естественно глубина выпуклости обоих боковинок должна быть одинаковой, а загиб боковинок должен соответствовать форме кромки верхней части бака. То есть готовые боковинки должны нормально (без зазоров более 1 мм) стыковаться с верхней частью бака.


При загибе кромки постоянно проверяем, чтобы кромки верха боковинки и кромки верхней части, имели одинаковый радиус закругления по длине, то есть стыковались нормально, без зазоров более 1 мм. Если что то не сходится, то немного подгибаем или подрезаем боковинку, подгоняя радиус загиба под радиус кромки верхней части.

Это важно, так как если угол, под которым будут приварены правая и левая боковинки будет разный, то впоследствии дно бака получится несимметричное.





И при прокатке нужно не спешить и быть аккуратным, чтобы не прижать пальцы роликами. Зато площадь таких деталей очень маленькая, а значит они прокатываются очень быстро.

Все боковинки нужно при сварке прихватывать так, чтобы верхняя кромка всех боковин, оказалась ниже кромки верхней части (не выступала выше её). Тогда при зачистке сварочные швы будут аккуратными, и их не потребуется шпаклевать. На этом этапе приварены все 6 (шесть) боковин, и уже видны очертания будущего бака.

Когда все 6 (шесть) боковин будут проварены снаружи к верхней части, полезно их ещё проварить изнутри (так надёжнее), так как дна бака пока нет, и есть возможность подступиться с горелкой.
Естественно, что внутренние сварные швы зачищать и шлифовать не нужно. При сварке конечно лучше использовать аргонно-дуговой сварочный аппарат, но у кого его нет, то можно обойтись и углекислотным полуавтоматом.
Дно бензобака.
После приварки всех шести боковинок к верхней части бака, а так же сварки их между собой, остаётся сделать дно и туннель для верхней трубы рамы. Дно имеет непростую форму и делается для такого бака из трёх частей: передняя часть, задняя часть и туннель. Для снятия слепка дна, подойдёт лучше калька, но можно использовать и обычную бумагу. Сначала лучше снять слепок на бумаге с задней части дна и сделать её из металла, а потом уже и переднюю часть дна. Ну и последним делается туннель.

Изгибать дно (небольшие углы на дне) лучше на каком нибудь прутке, диаметром 10 — 12 мм, зажатом в тиски. Перед этим отмечаем маркером линию загиба.
Дно бака (его кромки) должно при сварке быть ниже кромки боковин на 1 — 2 мм, (чуть утоплено вовнутрь) чтобы получились более надёжные сварные швы, ведь проварить изнутри дно и боковины уже не будет возможности, только снаружи. Прихватив сваркой заднюю часть дна, снимаем бумажный слепок передней части дна (и переносим на металл и вырезаем), которая немного сложнее из-за клыков, и изогнуть переднюю часть дна нужно в обоих направлениях ( сделать загиб по форме передних «клыков» и сделать загибы по форме боковых «клыков»).

Это нужно для того, чтобы обеспечить большую жёсткость сварного шва в этом месте, так как здесь будут ввариваться бобышки с резьбой (они видны на нижних фото), для крепления бака на раме.
Изготовление туннеля бака.

После этого точно замеряем ширину вырезов (для трубы) в верхней части бака, и на такую же ширину чертим ещё две линии на дне (отступив от первой линии на равные расстояния), по которым нужно будет вырезать полосу лишнего металла дна.

Горловину бака лучше приварить к верхней части изнутри, когда у вас ещё нет дна (когда ещё можно подобраться с горелкой). Ведь сварочный шов изнутри будет аккуратней. Но если у вас хороший аргонно-дуговой аппарат, и хороший опыт сварки, то горловину можно приварить аккуратно и снаружи бака.
Бобышки крепления бака к раме, я делаю из обычного стального прутка, диаметром 14 мм, от которого отрезаются отрезки длинной примерно 22 — 25 мм. Далее в этих отрезках прутка (бобышках) сверлится глухое отверстие, глубиной 18 — 20 мм, и нарезается метчиком мелкая резьба М8х1. У кого нет сверлильного станка, то лучше заказать бобышки токарю, и футорку под бензокраник тоже.
Кстати, полезно будет просверлить ещё пару отверстий в задней части дна (диаметр примерно 6 мм), в которые затем ввариваются пару стальных трубочек, на которые потом наденется резиновый шланг, для сообщения (протекания бензина) обоих половин бензобака.

Переносим ширину дна на лист металла и вырезаем его, пока в форме прямоугольника (надеюсь с длинной будущего туннеля всё понятно, она равна длине бака, но лучше чуть больше). Вырезанный из металла прямоугольник теперь нужно согнуть на трубе в форме буквы U, а чтобы это сделать ровно, отмечаем на прямоугольном листе маркером его середину, чтобы потом при изгибе, уложить лист на трубу, ориентируясь на эту линию, означающую середину будущего туннеля.




Поэтому стачивать их заподлицо на дне не рекомендую. Тем более, это же не верхняя часть, где всё на виду, и где швы стачиваются полностью (заподлицо). Не забываем, что верх и боковины у нас ещё упрочнены (проварены) изнутри, поэтому швы верха и боковинок бака, можно сточить заподлицо, а швы дна и туннеля нежелательно.

Напомню, что купить бензобак подобной формы не получится, так как все каталоги пестрят стандартными изделиями, которые уже всем изрядно поднадоели. А чтобы заказать бак подобного типа в какой нибудь кастом-мастерской (если ещё найдёте в вашем регионе), вам придётся ждать какое то время, да ещё и выложить кругленькую сумму.

Поэтому есть большой смысл, обзавестись необходимым оборудованием, которое кстати можно сделать тоже своими руками ( по изготовлению оборудования, кое что можно найти у меня на сайте, в рубрике «Мастерская. Станки и оборудование.», и эта рубрика постоянно будет пополняться), и делать любые баки самостоятельно, чего и вам желаю. В итоге, вы всегда сможете сделать эксклюзивное изделие в единственном экземпляре, и при этом потратить на новый лист металла всего несколько долларов.

Также у меня на канале suvorov-custom или здесь на сайте (чуть ниже) желающие могут посмотреть первую часть видеоролика о том, как я изготавливаю бензобак чуть более сложный, чем описанный в этой статье.
Это видео было снято мной с целью восполнить пробел в рунете по этой теме и помочь начинающим кастомайзерам в интересном и увлекательном деле металшейпинга. Для этого видеоролика было снято около 20-ти гигов видеоматериала и показано только самое лучшее.
Ну и уже готова и опубликована здесь и у меня на канале вторая часть, в которой я показываю и рассказываю для новичков, как изготовить боковины и переднюю часть бака необычной формы. Всем приятного просмотра от suvorov-custom.
Ну а ещё ниже советую посмотреть полезный ролик, как Рон Коваль изготавливает интересный бак для мотоцикла. И хотя там говорят на английском языке, если смотреть внимательно, то всё довольно понятно.
Хотя, если кому то что то непонятно из этой статьи или из видеоролика, то не стесняйтесь и задавайте свои вопросы в комментариях, буду рад помочь советом, особенно новичкам.
Так же ниже публикую ещё один ролик с моего канала, где я показал, как изготовить фару для чоппера из обычного стального листа.
Вот вроде бы и все премудрости, по изготовлению бака чуть более сложной формы, и надеюсь, что изготовив несколько бензобаков самостоятельно, все непонятные вопросы, которые я может быть упустил в этой статье, по мере накопления у вас опыта, отпадут сами собой, успехов всем!
Автор: Олег Суворов
Источник: suvorov-castom.ru







